Example 2
Ultrasound-assisted control of foam in pharmaceutical processing
Motivation and Industrial Context
Foam formation is a well-known and critical issue in aerobic fermentation processes, particularly in pharmaceutical and biotechnology production. Excessive foam can compromise sterility, limit oxygen transfer, interfere with sensors, and lead to the continuous addition of chemical antifoaming agents.
While chemical antifoams are effective and widely used, their presence may negatively affect upstream and downstream processes, including mass transfer efficiency, broth rheology, and product recovery. For this reason, reducing or potentially eliminating their usage without compromising process stability is of strong industrial interest.
Airborne power ultrasound represents a physical approach to foam mitigation, acting through acoustic pressure, bubble resonance, and mechanical destabilization of foam structures. However, its effective implementation in real fermenters requires careful acoustic, mechanical, and geometric design, tailored to the specific process and vessel configuration.
Engineering Challenge
The main challenge addressed in this project was the design and integration of an ultrasonic defoaming system suitable for operation on a pilot-scale pharmaceutical fermenter, under real process conditions.
Key constraints included:
- Limited access and positioning from the fermenter lid
- Variable liquid level during fermentation
- Sterilisation requirements, mechanical robustness, and thermal behaviour
- Compatibility with standard fermentation operation (aeration, agitation, sensors)
The primary objective was to demonstrate the effectiveness of the ultrasonic approach itself for foam control in a realistic industrial setting. The subsequent adoption of a hybrid strategy, combining ultrasound with reduced chemical antifoam usage, emerged naturally from the experimental results.
Ultrasonic System Design and Modelling
The work involved the design and integration of an airborne ultrasonic defoaming probe, consisting of a piezoelectric transducer, horn, and radiating tip, tuned to operate in the low ultrasonic frequency range.
Key aspects of the development included:
- Acoustic and mechanical tuning of the vibrating assembly
- Finite Element (FE) modelling of the coupled electromechanical and acoustic behaviour
- Prediction of the radiated acoustic field above the liquid surface
- Optimization of vibration amplitude and radiating surface to maximise acoustic power in air
The radiated acoustic power was analyzed using the classical relationship:
where “ρ₀c₀” is the acoustic impedance of the medium (air), the radiating surface, the operating frequency, and the vibration amplitude of the radiating tip.
This highlights the strong dependence of defoaming effectiveness on vibration amplitude and frequency, both representing key design drivers for airborne ultrasonic systems.
3D CAD models and FE simulations (COMSOL Multiphysics) were used to predict resonance behavior, stress levels, and acoustic field distribution. The ultrasonic system was subsequently prototyped, and FE data experimentally validated, confirming the accuracy of the modelling approach.
Experimental Validation at Pilot Scale
The ultrasonic defoaming system was installed on a commercial 20 L pilot fermenter and evaluated during multiple fermentation runs.
The mechanical integration of the ultrasonic probe into the fermenter is illustrated in Figure 1. Probe positioning relative to the liquid surface, although not explicitly visible in the figure, was identified as a critical parameter during experimental evaluation.
The acoustic pressure field generated by the probe was experimentally characterized in air using a calibrated microphone as shown in Figure 2. Measurements were performed both axially, in front of the radiating tip, and along a transverse plane intersecting the location of maximum acoustic pressure. These measurements provided direct validation of the predicted acoustic field distribution.
Foam control was achieved through a combination of:
- Ultrasound (US) activation
- Reduced chemical antifoam supplementation
Visual observation through the fermenter sight glass confirmed effective foam collapse when ultrasound was activated (Figure 3). Figure 3b, presented as an animation, illustrates real-time foam suppression.
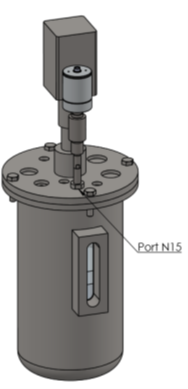
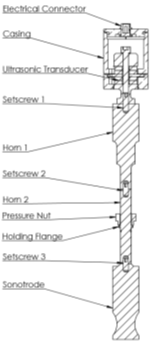
Figure 1. Ultrasound defoaming device and its main components
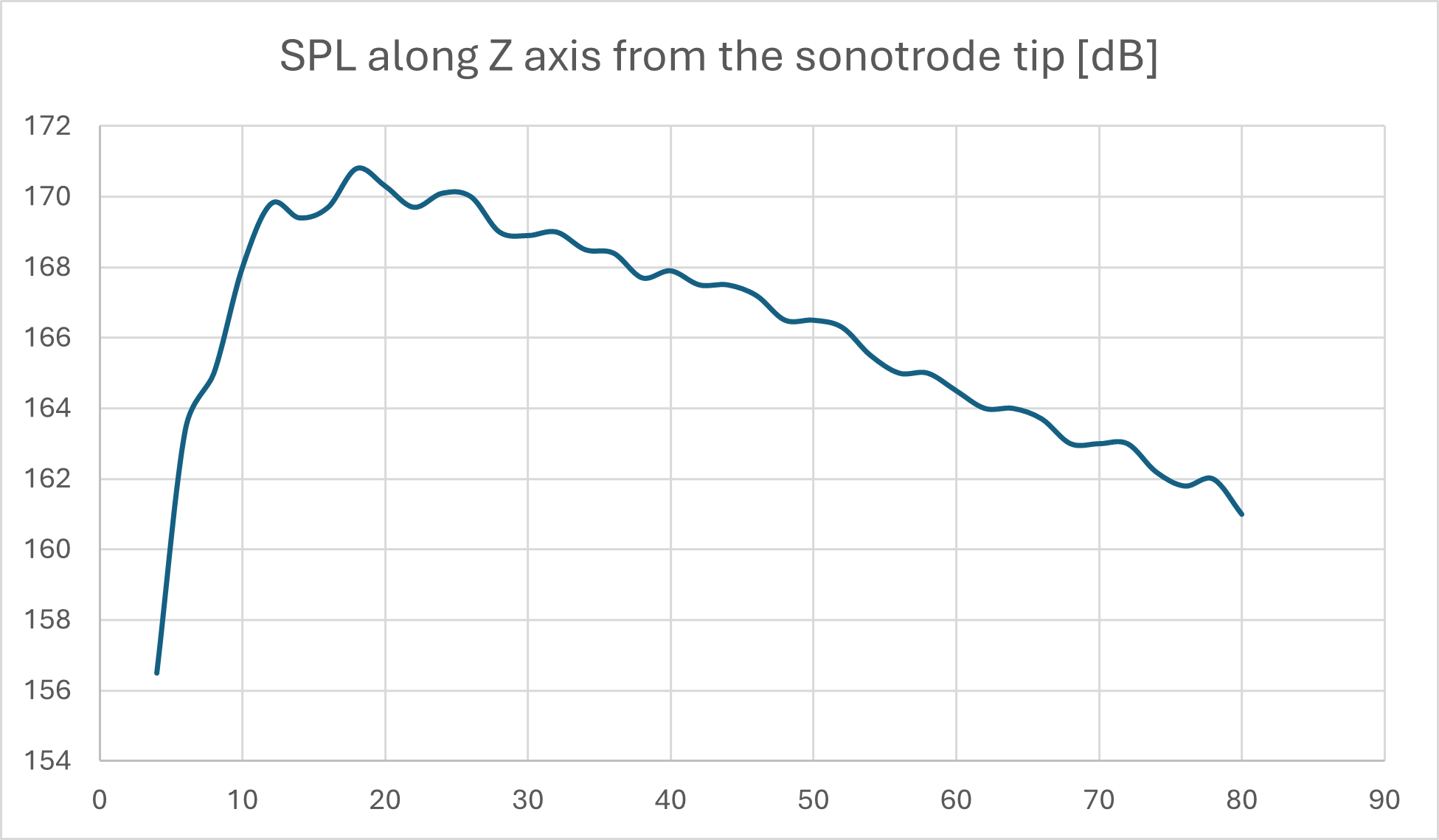
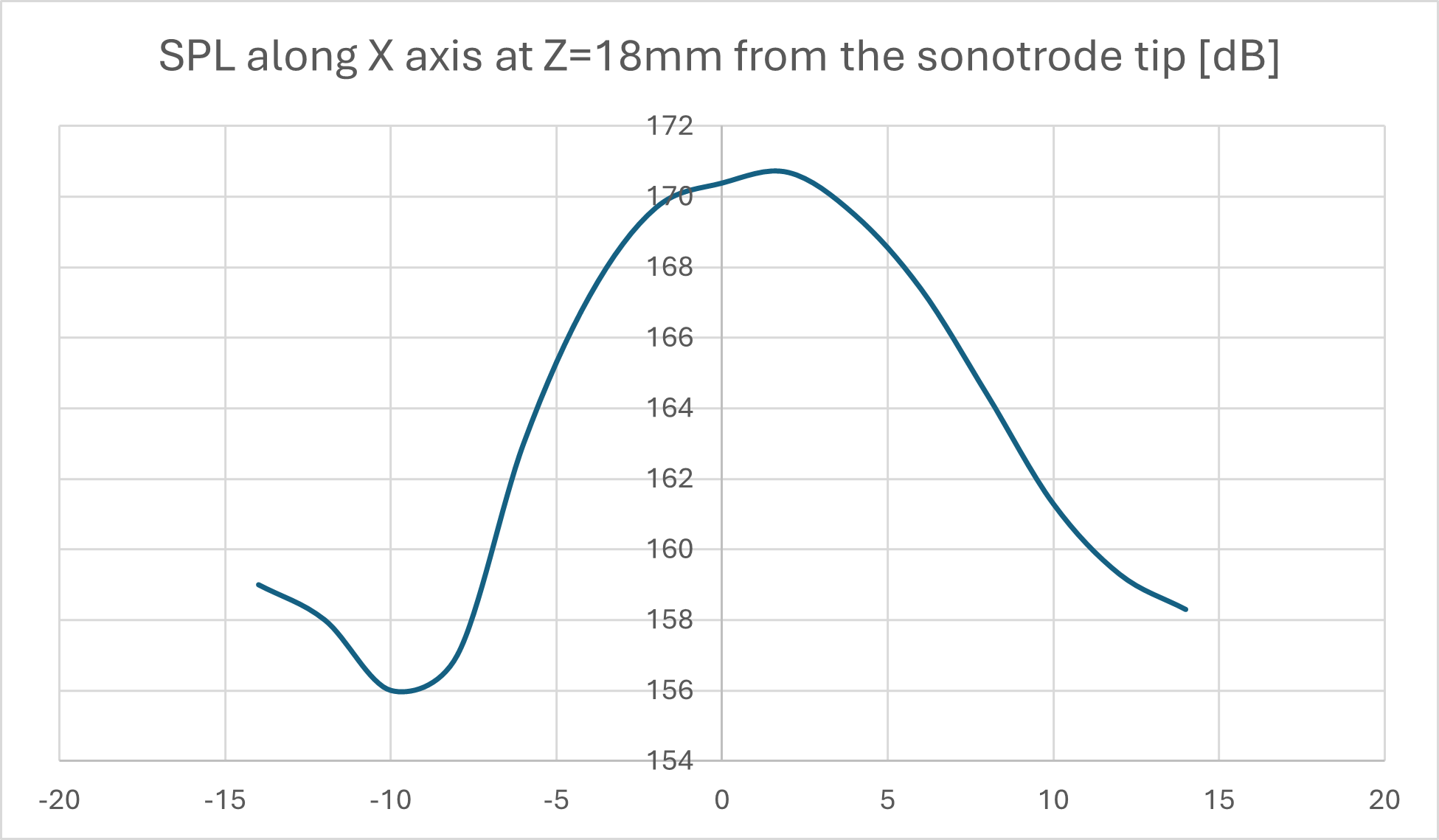
Figure 2. Acoustic field at 26kHz measured by microphone

Figure 3. Foam control by ultrasonic energy: (a) fermenter with incorporated defoamer; (b) animation of the foam control by US
Key Observations and Results
- Ultrasound proved effective in collapsing foam layers above the broth surface, visibly reducing foam height during operation.
- When operating at appropriate probe-to-liquid distances, stable foam control could be maintained for extended periods, even during the most foam-prone phases.
- Across multiple trials, operating configurations were identified in which foam could be controlled with a substantial reduction in chemical antifoam usage compared to reference fermentations without ultrasound.
- Fermentation performance indicators were not negatively affected; in fact, under some operating conditions, process throughput appeared improved when ultrasound-assisted defoaming was used alongside reduced chemical antifoam addition.
This study demonstrated that geometry, positioning, and operating strategy are critical to performance. At the same time, the results clearly highlight the potential of ultrasonic technology for foam control when properly designed and integrated into real industrial environments.
Outcome and Relevance
This pilot study highlights the capability to:
- Design and tune custom power ultrasonic systems for challenging industrial environments
- Combine acoustic modelling, mechanical design, and experimental validation
- Translate ultrasonic principles into practical, pilot-scale process solutions
The results support the feasibility of ultrasound-assisted defoaming strategies, particularly as part of hybrid approaches aimed at significantly reducing reliance on chemical antifoams. While industrial scale-up remains an engineering challenge, the outcomes obtained at pilot scale were technically sound and promising.