Example 3
Ultrasonic Degassing for Food & Beverage Liquid Processing
Motivation and Industrial Context
The presence of dissolved gases in liquid components used in food and beverage production can negatively affect product stability, filling operations, and downstream processing stages. Conventional degassing approaches typically rely on vacuum systems, thermal treatments, or long residence times, which may increase process complexity, energy consumption, and equipment footprint.
Power ultrasound offers a physical, non-chemical approach to promote degassing by accelerating gas transfer from the liquid phase to the gaseous phase through controlled bubble dynamics. However, effective implementation requires dedicated acoustic and mechanical design to generate suitable pressure fields in liquids while ensuring predictable and scalable system behaviour.
Physical Background of Ultrasonic Degassing (Synthetic Overview)
Ultrasonic degassing is based on the interaction between an acoustic field and gas bubbles present or generated within a liquid.
According to the Minnaert equation, the size of a resonant bubble is inversely proportional to the applied ultrasound frequency:
Where f is the resonant frequency, R is the bubble radius, γ is a thermodynamic coefficient, p is the ambient pressure, and ρ is the density of the fluid medium.
Ultrasonic degassing is governed by three main mechanisms:
- Bubble nucleation and growth, involving pre-existing gas nuclei or acoustically generated bubbles.
- Rectified diffusion, whereby oscillating bubbles grow over successive acoustic cycles due to asymmetric gas diffusion during compression and rarefaction phases.
- Bubble coalescence and flotation, enhanced by acoustic radiation forces and Bjerknes forces, leading to the formation of larger bubbles that rise and release gas at the liquid surface.
Both primary and secondary Bjerknes forces contribute to bubble migration, aggregation, and clustering, while acoustic streaming promotes transport throughout the liquid volume. Importantly, degassing can occur even at acoustic intensities below the cavitation threshold, provided stable bubbles are present.
These mechanisms explain why frequency, acoustic pressure amplitude, and acoustic field distribution are critical parameters in ultrasonic degassing system design.
Engineering Challenge
The project focused on the design and validation of ultrasonic degassing devices for liquid processing in the food & beverage industry, spanning laboratory-scale tests and intermediate, process-relevant liquid volumes.
Key constraints included:
- Efficient acoustic coupling into water-like liquids
- Controlled generation and spatial distribution of cavitation and acoustic streaming
- Mechanical robustness and suitability for continuous operation
- Predictable behaviour with potential for further scale-up
The objective was not to degas a final beverage, but a liquid process component, using water (H₂O) as a representative medium during experimental validation.
Ultrasonic System Design and FEM Modelling
Custom ultrasonic degassing devices were developed, consisting of piezoelectric transducers mechanically coupled to extended radiating plates. The systems operated in the low ultrasonic frequency range (≈18–21 kHz), converting longitudinal vibrations into flexural plate modes to maximise acoustic radiation into the liquid.
Key development activities included:
- Finite Element (FE) modelling of electromechanical behaviour and acoustic transmission in water
- Prediction of resonance frequencies, mode shapes, and pressure field distribution
- Identification of cavitation-prone regions and acoustic streaming patterns
Axisymmetric FEM models were used to simulate the coupled device–container system. Numerical results showed distinct pressure maxima and minima within the liquid volume, corresponding to regions where bubble activity and degassing mechanisms were expected to initiate (Figure 1).
The devices were subsequently prototyped, and numerical predictions were validated through experimental testing.

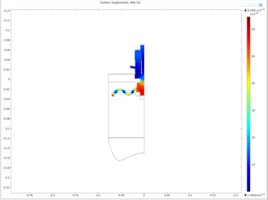
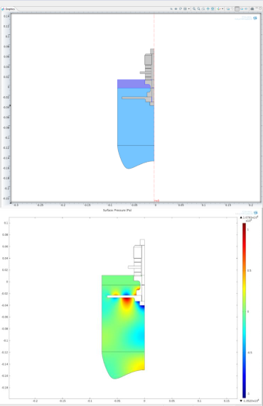
Figure 1. (a) Ultrasonic degassing device with radiating plate immersed in a 2.5 L water container; (b) 2D numerical model of the coupled device–container system; (c) vibration mode of the device at its resonance frequency (18.2 kHz); (d) finite-element-predicted acoustic pressure field within the container
Experimental Characterisation and Validation
Resonance frequencies and electrical impedance characteristics were measured using impedance analysis, both in air and with the radiating plates fully immersed in water. A consistent frequency shift and reduction in quality factor were observed when operating in water, reflecting the increased acoustic loading.
Measured resonance frequencies in air and water showed excellent agreement with FEM predictions, with deviations below 1%, confirming the reliability of the numerical models (Table 1).

Table 1. Resonance frequencies in air and water obtained from finite element modelling and experimental impedance measurements
High-power experimental tests were conducted in water-filled containers, including a 40 L tank, representative of liquid volumes encountered in specific food & beverage processing stages. A single reference video shown in Figure 2 documents the experiments with the immersed ultrasonic device.
Figure 2. Ultrasonic degassing animation
Visual observations clearly show:
- Bubble nucleation and growth near the radiating surface
- Coalescence of bubbles into larger structures
- Upward flotation and gas release at the liquid surface
These observations directly illustrate the fundamental mechanisms underlying ultrasonic degassing under realistic operating conditions.
Key Observations (Qualitative Summary)
- Extended radiating surfaces generate a more distributed acoustic field compared to conventional ultrasonic probes.
- The combined action of cavitation, rectified diffusion, and bubble coalescence governs the observed degassing dynamics.
- FEM modelling accurately predicts resonance behaviour and acoustic field distribution in both air and liquid environments.
- Experimental observations are consistent with established physical models reported in the literature.
Outcome and Relevance
This development activity illustrates the flexibility of power ultrasound for liquid processing applications and highlights the ability to:
- Design application-specific ultrasonic radiators grounded in physical modelling
- Validate numerical simulations through experimental characterisation
- Explore innovative ultrasonic concepts for industrially relevant liquid volumes
The work reinforces the importance of custom ultrasonic design and demonstrates how targeted engineering can unlock new process opportunities in food & beverage liquid processing.